مقدمه :
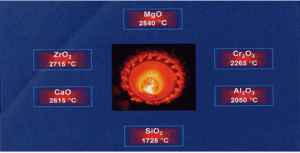
مواد نسوز : موادی هستند غیر آلی غیر فلزی که مشخصات فنی خود را در دمای بالا به سختی از دست میدهند و به عنوان مواد سازنده بدنه کوره های صنعتی کاربرد دارند .دیرگداز ها یا مواد نسوز موادی هستند با دمای نسوزندگی بالای 1520 درجه سانتیگراد را دارا میباشند در مجموع مواد نسوز بر پایه شش اکسید اصلی تشکیل شده اند که عبارتند از :
| نام اکسيد | فرمول شيميايي | دماي نسوزندگي(°C) | نام مينرال |
| منيزيا | MgO | 2840 | پريکلاز |
| کروميت | Cr2O3 | 2265 | اسکولايت |
| آلومينا | Al2O3 | 2050 | بوکسيت |
| سيليکا | SiO2 | 1725 | کوارتز |
| اکسيد زيرکونيم | ZrO2 | 2715 | بادليت |
| اکسيد کلسيم | CaO | 2615 | کلسيت |
طبقه بندی مواد نسوزبراساس جنس مواد نسوز به شرح ذیل میباشد :
الف)اسیدی : ( سیلیسی , آلومینایی )
ب)قلیایی : ( منیزیت ,کرومیت , اولیوین , دولومیت )
ج)ویژه : (گرافیتی , زیرکون , سیلیکون کاربید )
د)عایق : ( دیاتمه , پرلیت , ورمیکولیت )
2- طبقه بندی مواد نسوز بر اساس شکل فیزیکی به شرح ذیل میباشد:
الف) نسوز های شکل دار
ب) نسوز های بی شکل
ج) مواد عایق و الیافی
برخی خواص مواد نسوز عبارتند از :
مقاومت مواد نسوز هنگام قرار گرفتن در شرایطی با فشار های بالا ،ساییدگی ها ،تغییرات ترمو مکانیکی،خوردگی های ناشی از واکنش های شیمیایی شوک های حرارتی و گرمایی به دلیل تغییرات دما ، انبساط های حرارتی، قابلیت نفوذ گاز و تخلخل
عوامل موثر بر خوردگی و کوتاه شدن عمر مواد نسوز :
ترکیبات شیمیایی سرباره ازجمله مهم ترین عواملی هستند که باعث کوتاه شدن عمر نسوز های کوره میشوند همچنین شوک حرارتی باعث تغییر ناگهانی دما و یکی دیگر از عوامل کوتاه شدن عمر نسوز های کوره میباشد.
وظیفه این واحد تصفیه مس بلیستر ارسالی از کنورتر و ریخته گری آند های مسی میباشد در واحد ذوب چهار کوره استوانه ای و دو چرخ ریخته گری آند موجود می باشد در کوره های آندی مس بلیستر تحت عملیات تصفیه حرارتی قرار گرفته و مس آندی با درجه خلوص تقریبی 99.65 درصد تولید می شود تصفیه حرارتی شامل سه مرحله سرباره گیری ، اکسیداسیون و احیامی باشد .
تمامی مراحل نسوزچینی همراه باعکس می باشد.
تعداد صفحات 64، پسوند فایل pdf
))
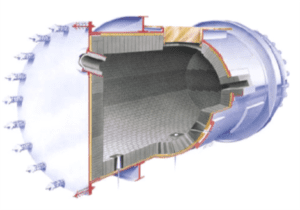
ابعاد كوره
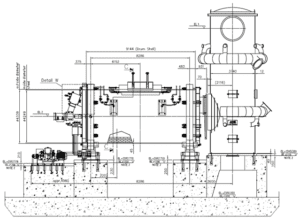
ابعاد داخلی پوسته سیلندر کوره آند:
- قطر : 4249 میلیمتر
- طول : 9144 میلیمتر
ابعاد تپ هول، تویرها و دهانه پوسته سیلندر آند:
- ابعاد دهانه شارژ: 1320*1920 میلیمتر
- قطر سوراخ تپ هول: 80 میلیمتر
- قطر سوراخ تویرها: 50 میلیمتر
ابعاد منفذ های باز ، پوسته هدهای کوره:
- قطر مشعل: 825 میلیمتر
- قطر محل خروج گازها (عکس مشعل): 1210 میلیمتر
- قطر روزنه دید داخل کوره: 150 میلیمتر
- مشخصات Incinerator:
طول: mm 11745
قطر: mm 3740
نسوز کاری کوره آند
نسوز کاری کوره های آند به دو قسمت تقسیم میشود
1-تعمیر نیمه اساسی که کوره بین سیکل 80-90 متوقف میشود .
2-تعمیر اساسی که کوره بعد از هر چهار تعمیر نیمه اساسی به آن نیاز دارد.
نسوز و نقش آن در كوره هاي آندي
مس بليستر بصورت مذاب با دماي حدود 1200 درجه سانتيگراد از كوره هاي كنورتر با پاتيلهاي 2/9 متر مكعبي توسط جرثقيل سقفي 100 تني به داخل كوره هاي آند منتقل مي شود . در داخل كوره هاي آند مس در حالت مذاب بايد تحت پالايش قرار گيرد. بنابراين مسلم است كه بايد كورههاي آند با آجرهاي نسوز مناسب براي اينكار پوشش داده شوند تا ضمن جلوگيري از انتقال حرارت به پوسته فولادي بتوان درجه حرارت مذاب را حفظ نمود . بدين سبب در كوره هاي آند كارخانه ذوب مجتمع مس سرچشمه مشابه اكثر كارخانه هاي دنيا از آجرهاي نسوز؛ منيزيت -كروميتي ومنيزيت- اسپينلي كه براي اين هدف مناسب ميباشند استفاده مي گردد .اين آجرهاي نسوز تحت تأثير دما و تماس با محيط داخل كوره براساس كيفيت ساخت و مواد اوليه وپارامترهاي ثابت ديگر داراي طول عمر مشخص وحداقلي هستند كه در مناطق مختلف كوره اين طول عمر متفاوت مي باشد . در منطقه تويرها كه در معرض دمش هوا و گاز احيا كننده قرار دارند ، آجرها زودتر از بقيه قسمتها خورده شده و ضخامتشان كم مي گردد و به ناچار بايد آن قسمت بصورت منطقه اي آجر چيني مجدد گردد كه اينكار پس از حدود90 -80 سيكل كاري كه مدت زمان حدود 3 ماه طول مي كشد ، انجام مي گردد كه به تعميرات نيمه اساسي معروف است. زمان تعميرات نيمه اساسي حدود 3-2 هفته مي باشد . در سال كوره هاي آندي حدود 4 بار تعميرنيمه اساسي مي شود . در حاليكه آجرهاي مناطق ديگر حدود 350 سيكل كاري را تحمل مي كنند. ولي در منطقه اي موسوم به خط سرباره در جداره كوره كه داراي عرض cm60-50 برروي محيط كوره مي باشد نرخ وسرعت خوردگي وسايش بسيار زيادتر از ساير نقاط مي باشد در واقع اين منطقه گلوگايي است جهت تعمير اساسي كوره كه بايستي طي آن كليه آجرهاي آن منطقه تخريب و مجددا آجرچيني گردد . در حال حاضر پس از 4 بار تعمير نيمه اساسي ، تعمير اساسي صورت مي گيرد . چنانچه بتوان نرخ خوردگي و فرسايش در اين منطقه را كاهش داد ميتوان بر تعداد تعميرات نيمه اساسي افزوده و طول عمر نسوز كوره را افزايش داد . ميزان تناژ مصرفي نسوز در تعميرات اساسي حدود180-170 تن مي باشد و مدت زمات تعمير اساسي حدود5-4 هفته مي باشد ، كه سالي 1 بار انجام مي شود .
آجر هاي مورد استفاده در كور هاي آند مجتمع مس سرچشمه
ماهيت اسيدي يا بازي سرباره تعيين کننده نوع نسوز مصرفي در کوره مي باشد به طوري که نسوز و سرباره از اين نظر بايد يکسان باشند. يعني هرگاه سرباره بازي بود بايد از آجرهاي قليايي مانند آجرهاي منيزيتي و منيزيت – کروميتي با دولوميتي استفاده شود و در مورد سرباره هاي اسيدي از آجرهاي سيليسي و آجرهاي آلومينوسيليکاتي استفاده گردد تا ميل واکنشي سرباره با نسوز به حداقل برسد.
در سربارة کنوني ماهيت سرباره به علت بالا بودن نسبت بازي است و لذا با آجرهاي منيزيت – کروميتي سازگاري دارد. بالاتر بودن مقدار SiO2 در سرباره علاوه بر مشکلاتي که در فرآيند تبديل ايجاد مي کند، باعث تغيير آن به يک سرباره اسيدي نيز مي شود که پتانسيل شديدي براي واکنش با آجرهاي قليايي و تخريب جدارة نسوز دارد.
درقسمت هاي مختلف كوره آند از دو نوع آجر منيزيت- اسپينلي و آجرهاي منيزيت كروميتي استفاده مي شود.
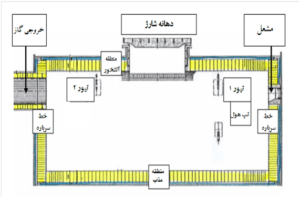
کوره آند به 7 قسمت تقسيم مي شود:
- 1. منطقه مذاب
- 2. منطقه آتش خور
- 3. خط سرباره
- 4. منطقه توير ها
- 5. منطقه تپ هول
- 6. منطقه دهانه
- 7. مشعل و عکس مشعل
جدول مواد مصرفی نسوز و محل مصرفی نسوز در کوره آند
| ردیف | مشخصات فنی نسوز مصرفی | نام نسوز مصرفی | محل مصرف |
| 1 | آجر MX55 | MIPG2 | سیلندر |
| 2 | آجر MX55 | MIPG2/916 | سیلندر |
| 3 | آجر MX55 | NIC24 | دهانه |
| 4 | آجر MX55 | بلوک مشعل | مشعل |
| 5 | آجر MX55 | NIC25 | تویر |
| 6 | آجر MX55 | NIC26 | تویر |
| 7 | آجر MX55 | 3H16-76 | عکس مشعل |
| 8 | آجر MX55 | 3H24-76 | عکس مشعل |
| 9 | آجر MX55 | 45/0 | هدها |
| 10 | آجرMX55 | MIPG1/916 | سیلندر |
| 11 | آجرMX55 | ABB 80تپ هول | تپ هول |
| 12 | پارسیتک 70DL | 45/0 | هد ها |
| 13 | مهر اسپینلی-پارسینل60 | MIPG2/916 | سیلندر |
| 14 | مهر اسپینلی-پارسینل 60 | MIPG2 | سیلندر |
| 15 | شاموت سمیرم | NF1 | سیلندر |
| 16 | شاموت آتش پویا | سیلندر | |
| 17 | برد سرامیکی | ||
| 18 | جرم کوراکست G | ||
| 19 | پارسیرام c 95 | ||
| 20 | PARSIMOR 93M | ||
| 21 | پارسیتک 70DL | MIPG2 | سیلندر |
| 22 | پارسیتک 70DL | MIPG2/916 | سیلندر |
| 23 | پارسیتک 70DL | MIPG1/916 | سیلندر |
ناحيه هاي مختلف کوره آند در شکل زير مشخص شده است
جنس آجرهاي منطقه مذاب كوره آند از منيزيت كرميت مي باشد كه علت آن نقطه ذوب و استحكام بالا و مقاومت به خوردگي و شوك حرارتي بالاي اين آجرها در مقابل مذاب مي باشد. در ترکيب شيميايي اين ديرگدازها معمولاً بيش از 60% اکسيد منيزيم (MgO)، 15% اکسيد کروم (Cr2O3) وجود دارد و بقيه ترکيبات آن اکثرا شامل اکسيدهاي آلومينيم (Al2O3)، سيليسيم (SiO2)، آهن (Fe2O3) و کلسيم (CaO) است.
جنس آجرهاي منطقه خط سرباره از نوع منيزيت كرميت با اتصال مستقيم مي باشد و در ضمن به علت حساسيت اين منطقه نسبت به خوردگي بيشتر به سرباره قليايي اين آجرها از كيفيت بالاتري برخوردار هستند و منيزيت به كار رفته در اين آجرها خالص تر و از كيفيت بالاتري برخوردار بوده تخلخل كم و دماي پخت بالاتر در هنگام توليد آجر از ديگر ويژگي هاي بارز اين آجرها مي باشد در اين منطقه از آجرهاي منيزيت كرميت شركت رفرا تكنيك با نام تجاري MX55 استفاده شد.
جنس آجرهاي منطقه آتشخور كوره از نوع منيزيت اسپينلي مي باشد اسپينل داراي ضريب انبساط حرارتي كم، هدايت حرارتي خوب، نقطه ذوب بالا و مقاومت در برابر فشارهاي مكانيكي مناسب است و سختي و مقاومت آن در مقابل حملات شيميايي نيز زياد مي باشد و خيلي كم تحت تاثير اتمسفر كوره قرار مي گيرند .
طراحی نسوزهای کوره باید به صورتی باشد که حداکثر سطح تماس با پوسته کوره در عین جبران کردن انبساط ناشی از حرارت دارا باشند.نسوز کوره های آند باید به گونه ای باشد که بتوان به راحتی قابل تعویض باشند مخصوصا آجرهای اطراف دهانه،تپ هول و تویر.
باید توجه داشت که نسوزمورد نظر کاملا باید در مقابل با پالایش حرارتی و نگهداری مذاب بلیستر و مس مقاوم باشد.
تمامی مراحل نسوزچینی همراه باعکس می باشد.
تعداد صفحات 64، پسوند فایل pdf
))
خواص شیمیایی و جنس آجرها:
آجرهای مورد استفاده در سیلندر کوره آند باید مطابق با خواص زیر باشند:
آناليز شيميايي:
MgO 50-65 %
Cr2O3 Up to 22 %
SiO2 Max 1.5%
CaO Max 1.5 %
Al2O3 <11.0 %
Fe2O3 Range 10-14 %
چگالي : Kg/dm3 3-2/3
تخلخل ظاهري ماكزيمم 21 درصد
استحكام سرد: MN/m2 30 – 60
ديرگدازي تحت بار ثابت بر طبق استاندارد DIN 51064 در دماي 1700 درجه سانتيگراد: 0.2 MN/m2min
هدايت حرارتي:
در دماي 600 درجه حداقل W/mK75/1
در دماي 1200 درجه حداقل W/mK75/1
ضريب انبساط حرارتي: حدود /0C 10×106
آجرهاي مورد استفاده در اين ناحيه بايد داراي پيوند مستقيم باشند و ازبالاترين استحكام گرم برخوردار باشند و بين اجزا تشكيل دهنده آن نبايد پيوند شيميايي برقرار باشد.
آجرهای مورد استفاده در ناحيه تویرهاي كوره آند باید مطابق با خواص زیر باشند:
آناليز شيميايي:
MgO 44-55 %
Cr2O3 Up to 30 %
SiO2 Max 1.5%
CaO Max 1.5 %
Al2O3 <11.0 %
Fe2O3 Range 10-16 %
چگالي : Kg/dm3 3-2/3
تخلخل ظاهري ماكزيمم 20 درصد
استحكام سرد: MN/m2 30 – 60
ديرگدازي تحت بار ثابت بر طبق استاندارد DIN 51064 در دماي 1700 درجه سانتيگراد: 0.2 MN/m2min
هدايت حرارتي:
در دماي 600 درجه حداقل W/mK75/1
در دماي 1200 درجه حداقل W/mK75/1
ضريب انبساط حرارتي: حدود /0C 106*10
آجرهاي مورد استفاده در اين ناحيه بايد داراي پيوند مستقيم باشند و ازبالاترين استحكام گرم برخوردار باشند و بين اجزا تشكيل دهنده آن نبايد پيوند شيميايي برقرار باشد.
آجرهاي عايق و پشت بند استفاده شده در كوره بايد از خصوصيات زير تبعيت كنند:
Al2O3 <33-45 %
Fe2O3 Range <2.1 %
چگالي : Kg/dm3 8/1-5/2
تخلخل ظاهري 14-20 درصد
استحكام سرد: MN/m2 55-35
در انتخاب آجر نسوز عايق بايد دقت كرد كه هدايت حرارتي آن در حدي باشد كه دماي پوسته كوره از 280 درجه سانتيگراد تجاوز نكند در ضمن در منطقه اطراف تويرها نبايد از آجرهاي عايق استفاده كرد.
تعمیر اساسی کوره آند 1
در تعمیر نسوز کوره آند نحوه قرار گرفتن دهانه کوره در مدت زمان سرد شدن وتخریب نسوز کوره تاثیر دارد پس از تحویل دادن کوره از واحد عملیات به واحد نسوز جهت سریع سرد شدن کوره ازهوای احتراقی استفاده شده که در مدت زمان 10تا14 شیفت کوره سرد شده در همین بین تحویل تعمیرات مکانیک داده شده تا درب، جک، لوله های واتر ژاکت ،خشتی های تویر ها ،کاور مشعل باز شود سپس کوره تحویل واحد تعمیرات نسوز داده میشود.
در این مرحله با دستگاه ضربه زن بخشی از تویر ها و اجرهای بیرونی تپ هول تخریب میشود .

در این مرحله دهانه کوره سمت سالن ذوب قرار میدهیم و تعداد 8 عدد جک فلزی دوسر پیچ به داخل کوره انتقال داده و 4 جک را سمت مشعل و 4 جک را سمت عکس مشعل کوره انتقال میدهیم محل قرارگرفتن جک ها به گونه ای است که یک سر جک ها در راستای تقویتی دهانه کوره (لچکی)بسته میشود و یک سر دیگر آن به صورت افقی در طرف دیگر سیلندر بسته می شود .کوره به دوقسمت مساوی تقسیم میشود و جک هارا به فاصله 75تا 80 سانتی متری از هرسمت دهانه به سمت هد های کوره بسته میشوند بین سر جک ها و نسوز کوره از الوار چوبی سراسری جهت تقسیم شدن فشار استفاده میشود.

تمامی مراحل نسوزچینی همراه باعکس می باشد.
تعداد صفحات 64، پسوند فایل pdf
))
بعد از بستن جک ها جهت تخریب،دهانه کوره را به سمت ریخته گری قرار میدهیم به دلیل اینکه منطقه آتشخور باید ابتدا تخریب شود چون آجر های این منطقه از استحکام کمتری نسبت به خط سرباره ومنطقه مذاب برخوردار است و منطقه آتشخورکوره درواحد ریخته گری در نیم قسمت پایینی کوره قرار دارد که عملیات تخریب آن نسبت به منطقه مذاب و خط سرباره راحت تر می باشد.
در اولین مرحله از تخریب، منطقه زیر دهانه بالا به مقدار 10تا 15 ردیف به سمت پایین تخریب میشود سپس به صورت کانالی در جهت طول سیلندر 2 تا 4 ردیف آجر سراسر تا منطقه هدهای کوره تخریب می شود در این روش تخریب، آجرهای باقی مانده از حالت قفل خارج می شود ودر همین حین آجر های تخریب شده به بیرون کوره انتقال داده میشود . عملیات تخریب تا زیر جک های سمت دهانه ادامه پیدا میکند سپس تعدادی نبشی مطابق تصویر زیر به طور سراسر بر روی آجر ها و در زیر جک ها به بدنه کوره جوش داده می شود .

استفاده از این نبشی های فلزی باعث جلوگیری از ریزش آجر ها می شود سپس دهانه را بالا تر برده تاآجرهای سمت دیگر جک ها تخریب شود. در پایان هر شیفت آجر های تخریب شده از داخل کوره به بیرون تخلیه میگردد.
تخریب هد ها در کوره آند به صورتی است که نیمی از هر قسمت آجر های هد تخریب می شود و آجر های هد در سمت موتور چرخش کوره ،باید کمتر تخریب شود زیرا در هنگام چرخش کوره میزان دوران کوره کاهش می یابد . پس از تخریب منطقه هدها ، کوره را به سمت پل چرخانده و سپس نبشی ها بریده میشود همچنین جک ها باز شده و به بیرون کوره انتقال داده میشود سپس شروع به چرخاندن کوره میکنیم تا آجر های باقی مانده در نیمه دیگر کوره به طور کامل تخریب شوند .

بعد از تخریب ، کوره تحویل واحد تعمیرات مکانیک داده شده تا در صورت نیاز به تعمیر و جوشکاری بدنه حدودا 3 تا 6 شیفت کاری که بستگی به میزان تعمیرات دارد،تعمیرات روی آن انجام شود.
سپس کوره تحویل واحد نسوز داده میشود تا نسوز چینی کوره را شروع کنند.
قبل از شروع آجر چینی باید از انبار شیمیایی مقدار آجر مورد نیاز برای تعمیر اساسی تهیه ودر چند مرحله به امور ذوب انتقال داده شود با توجه به ارتفاع زیاد پل و کوره نمیتوان از لیفتراک برای گذاشتن آجر به روی پل و داخل کوره استفاده کرد باید با رعایت نکات ایمنی از جرثقیل سقفی 25 تن استفاده کرد . برای شروع آجر چینی باید دهانه کوره به طور عمود به سمت بالا قرار گیرد و برای تردد نیرو ها به داخل کوره حتما باید از قبل یک مسیر به وسیله لوله های اسکافلد ساخته شود و مورد تایید ایمنی باشد .
شروع نسوز چینی کوره آند :
نسوز چینی کوره آند با انتقال آجر به داخل کوره شروع میشود این آجر ها به وسیله جرثقیل سقفی 25 تن از دهانه به داخل کوره گذاشته میشوند و ملات و جرم مورد نیاز هم از این طریق به داخل کوره گذاشته میشوند برای شروع آجر چینی حتما به اره برش مخصوص آجر نیاز داریم که دارای 2 موتور الکتریکی میباشد یکی برای برش آجر و دیگری برای فن مکنده گرد وغبار استفاده میشود .
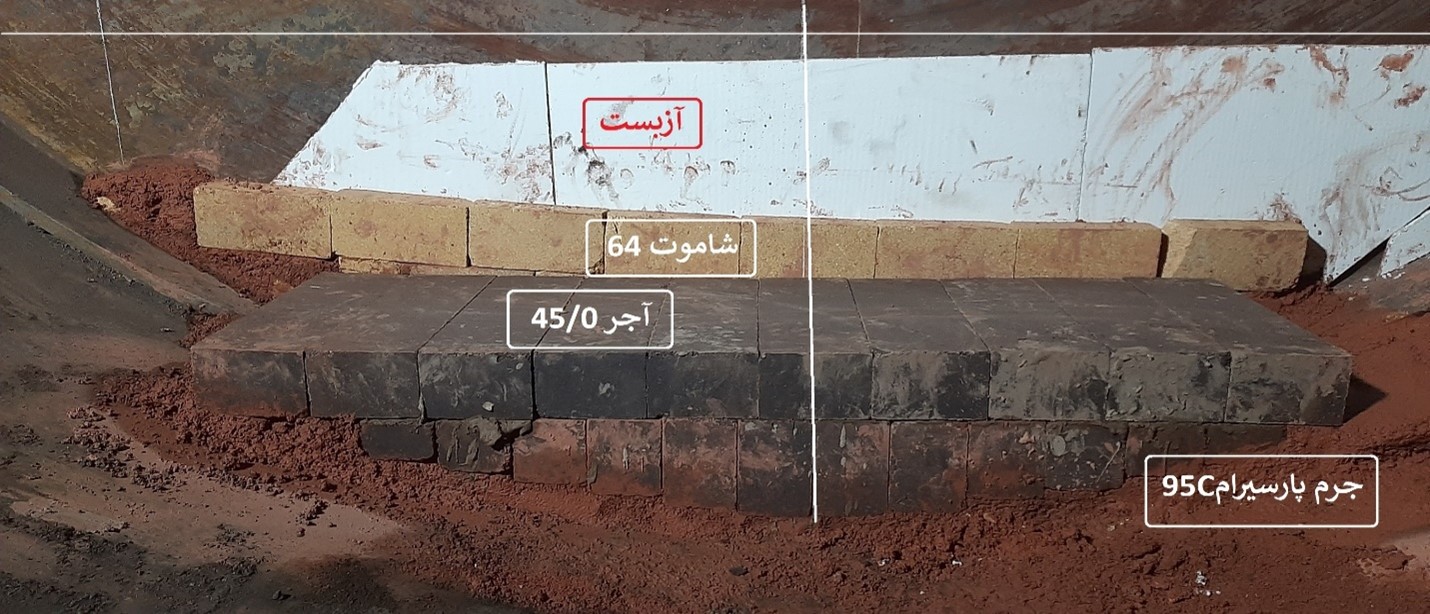
1_ نسوز چینی هدهای کوره آند :
برای چیدن هدها ، کوره باید دهانه آن به سمت بالا و عمود قرار گیرد . هد های کوره آند از سه لایه تشکیل شده لایه اول و دوم به عنوان پشت بند و لایه عایق محسوب می شوند و لایه سوم لایه کاری و محل تماس مذاب و شعله می باشد.لایه اول آزبست با ضخامت 12 ميليمتر لایه دوم آجر شاموت عایق با ضخامت 64 ميليمتر می باشد و لایه سوم آجر منیزیت کرمیت با ضخامت 450 ميليمتر می باشد .
با استفاده از تراز خط تراز افقی کوره را رسم میکنیم بدین صورت است که حدودا 30 الی 40 سانتی متر بالا تر از کف کوره تراز را مماس با هد کوره قرار می دهیم و خط تراز را به صورت افقی رسم میکنیم سپس با استفاده از متر خط تراز را به دو قسمت مساوی تقسیم کرده و یک خط عمود بر سیلندر کوره با ابزارشاغول رسم میکنیم و به ترتیب اول سرامیک برد بر روی دیواره هد ما بین آجر شاموت و بدنه فلزی قرار میدهیم هدف از گذاشتن سرامیک برد برای جلوگیری از انتقال حرارت به بدنه کوره میباشد .
اولین آجر شاموت را به نحوی قرار میدهیم که خط عمود رسم شده آجر را به دو قسمت مساوی تقسیم کند
و شاموت های دو طرف خط عمود بر اساس خط تراز افقی میچینیم تا ردیف اول آجر شاموت تراز باشد
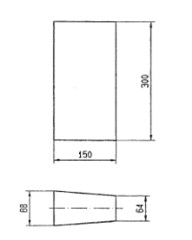
سپس آجر های 0/45 را به صورت نره در محور مرکزی هدها قرار می دهیم این آجر ها در هر بار قرار گرفتن نسبت به قوس سیلندر برش داده میشوند تا سطح کار کاملا صاف و تراز شود زیر کار را می توان از جرم نسوز جهت هموار کردن کار و پر کردن درزها استفاده کرد هدف از تراز کردن شاموت و آجر 0/45 این است که تمام ردیف های آجر نسبت به همین ردیف تراز باشند و در هنگام چیدن مشعل و عکس مشعل به مشکل بر نخوریم.
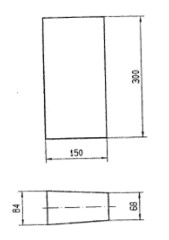
| H | 100 mm |
| L | 450 mm |
| D | 150 mm |
تصویر و ابعاد آجر 0/45

بعد از تراز کردن سطح کار شروع به چیدن آجرها مطابق شکل می کنیم و نسوز چینی را با آجرهای منیزیت کرومیت ادامه می دهیم در ردیف های چیده شده نباید هیچ آجری با ردیف بالا و پایین خود در یک بند باشد در ضمن به ازاي هر 3 آجر يك عدد درز انبساطي قيري و به ازاي هر 8 ردیف سراسري يك عدد درز انبساطي مقوايي قرار مي دهيم .

چیدن آجر های هد را ادامه می دهیم حدودا در وسط هد کوره2 تیرآهن افقی به عنوان نگهدارنده بار به سیلندر جوش داده می شود بعد از حدودا 22 ردیف آجر چینی به دهانه عکس مشعل میرسیم سپس شیب روزنه عکس مشعل را بر اساس قطر داخلی عکس مشعل که برابر است 1210 میلیمتر وآجرهای عکس مشعل 3H16 و 3H24 را شروع به چیدن میکنیم .

برای چیدن روزنه عکس مشعل با استفاده از تراز و متر خط وسط را همانند هدها مشخص میکنیم آجرها دور عکس مشعل باید برشکاری شوند

اولین آجر را در پایین به صورتی قرار میدهیم که خط، آجر را به دو قسمت مساوی تقسیم کند ضمنا اولین رینگ آجر از سمت اینسنریتور باید 3سانتی متر بیرون از پلیت قرارگیرد تا خوردگی بدنه عکس مشعل رخ ندهد سپس 4 رینگ بعدی بر اساس رینگ اولی چیده میشود.دراین کوره به دلیل سالم بودن 3 رینگ اولی فقط رینگ 4و5 چیده شد هررینگ تا نصفه چیده میشود و شابلون روی آن قرار میدهند سپس روی شابلون بقیه رینگ را کامل میکنند بين هر سه عدد آجر مشعلي 3H16-76 و3H24-76 بايد يك عدد درز انبساطي گذاشته شود. بعد از اينكه نسوز چيني داخل عكس مشعل به اتمام رسيد دو طرف آن با برشكاري نسوزچيني مي شود.

بعد از اتمام نسوز چینی عکس مشعل ، هدکامل چیده میشود ودر آخرین ردیف با آجر برشکاری شده قفل میشود.
بعداز اتمام نسوز چینی هد سمت عکس مشعل، به هد سمت مشعل می رسیم شروع کار تراز کردن و آجر چینی این هد، همانند هد سمت عکس مشعل می باشد با این تفاوت که بعد از چيدن 23ردیف آجر منيزيت كرميت، هد سمت مشعل آند، به مشعل آند مي رسيم. قطر خارجي مشعل 825 ميليمتر میباشد .
چیدن مشعل هد کوره آند
بلوک مشعل از پیش ساخته شده توسط جرثقیل سقفی 25تن به داخل کوره انتقال داده شده سپس به وسیله چشمی هایی که در بالای سیلندر جوش داده شده وبا استفاده جرثقیل دستی بر روی روزنه مشعل قرار میگیرد


بلوک مشعل با 28 آجر فرم مخصوص که از قبل به هم متصل شده است ساخته میشود زاویه قرارگرفتن مشعل به گونه ای است که آجر های 1و28 باید در موقعیت ساعت 5 و آجر های 14 و 15 در موقعیت ساعت 11 قرار گیرند.
پس از قرار گیری بلوک مشعل در جای خود در ادامه دو طرف آجرهاي فرم مشعل با برشكاري آجر های 0/45 چيده و نسوزچيني تا بالای هد ادامه میابد و ردیف آخر هد با آجر برشکاری شده 0/45 قفل میشود .
ادامه:
نسوزچینی سیلندر کوره آند
تمامی مراحل نسوزچینی همراه باعکس می باشد.
تعداد صفحات 64، پسوند فایل pdf
))